Conveyor Manufacturers Australia (CMA) demonstrates its commitment to delivering best of breed conveyor solutions, by recently agreeing to a collaborative partnership with Australian-based INORAiL, to deliver world-class technology for its Redline™ underground conveyor system.
Conveyor Manufacturers Australia was founded in 2014 by a group of highly-experienced mining professionals with a combined experience of over 100 years. As an emerging leader in truly innovative conveyor technology, CMA supports its customers to generate a step-change in performance and productivity. While CMA has a global footprint, it’s roots are firmly based in the Australian mining sector.
It is CMA’s mission to deliver solutions which improve the health, safety and well-being of all who use them.
INORAiL commenced business in 2002 primarily designing and manufacturing longwall pump station systems, expanding their product range to include monorail and rail-bound transport and handling systems. The company is the Australian distributor for INOXiHP Italy’s high-pressure water pumps and valves and SMT Scharf’s German monorail, duorail and chairlift systems.
The company has IS09001 Quality certified workshop in the NSW Hunter Valley, with field service coverage through NSW and Central Queensland. INORAiL’s engineering design team is located in the Hunter. It has developed a strong reputation for custom design and carries on extensive R&D activities.
READ RELATED CONTENT
- Underground mining support vehicle gains traction in overseas markets(Opens in a new browser tab)
- Autonomous systems providers celebrate decade-long automation partnership(Opens in a new browser tab)
- Falling object protection system company inks distribution deal(Opens in a new browser tab)
As part of the agreement between the two companies, INORAiL will supply the monorail systems for Conveyor Manufacturers Australia’s Redline™ underground conveyor systems, along with service and maintenance support for its clients.
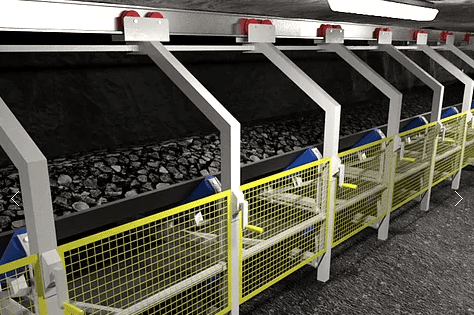
The Redline™ underground conveyor system is revolutionising the way underground mining and tunnelling currently occurs.
Redline™ is a modular conveyor system that is monorail-mounted, and advances and retracts in a dedicated recovery centre, where conveyor frames are wheeled into place via a belt lifting station.
Manual handling is almost entirely removed from the process. Redline™ offers the ability to extend or retract a conveyor system without the need to stop the conveyor. Production can continue uninterrupted.
The result is greater production time, safer operations and improved profitability.
Redline™ is applicable to all underground roadway development, Longwall and Pillar extraction in coal mines, single-entry driveage and civil tunnelling.
“The partnership is a strong strategic fit, leveraging the two leading companies respective strengths to deliver true innovation in the mining industry”, said Vince Martin, Conveyor Manufacturers Australia Director.
“The agreement with INORAiL reflects CMA’s commitment to working with suppliers who share a vision to significantly improve the operating efficiency and financial outcomes for our customers”, said Ben Smith, CMA Co-Founder and Engineer.
“In choosing to partner with Conveyor Manufacturers Australia, we demonstrate our desire to associate with organisations who are true visionaries and lift the standards of the industry as a whole. The alliance fits with our strong focus on R&D and desire to create the best possible solutions in the market”, said Tim Leeson, INORAiL Managing Director.
CMA and INORAiL are in the process of building a demonstration site for the Redline™ underground system leveraging the engineering and superior products of both partners. The demonstration site will afford industry the opportunity to ‘touch and feel’ the system, and experience firsthand its
tangible benefits.
The broader industry has recognised the significant positive impacts of the Redline™ system by selecting CoMA for the highest achievement as winner for the ‘Excellence in Mine Safety, OH&S’ category at the Australian Mining Prospect Awards. This award recognises a company which has developed or carried out a program that increases worker safety, removes risk, or cuts worker issues on a project or mine.
Other finalists included Anglo Coal, Glencore, BGC Contracting, Mitchell Services Limited and iron ore producer Roy Hill.
Read more of What’s NEW in Mining











Add Comment